 Fabco’s engineered vane mist extractors and vane mist eliminators have been recognized in the industry for their reliability, durability, and cost-effective performance. They provide efficient gas-liquid separation in high volume, harsh environments, achieving the targeted level of separation for your application.
Fabco’s engineered vane mist extractors and vane mist eliminators have been recognized in the industry for their reliability, durability, and cost-effective performance. They provide efficient gas-liquid separation in high volume, harsh environments, achieving the targeted level of separation for your application.Fabco’s engineered vane mist extractors have been recognized in the industry for their reliability, durability, and cost-effective performance. They provide efficient gas-liquid separation in high volume, harsh environments, achieving the targeted level of separation for your application.
Vane mist extractors are used to “scrub” gas streams, separating liquid particles from the gas. Our product line of vane mist extractors is available with a variety of internal design methods. Gas-liquid separation can be accomplished via gravity, centrifugal force, and impingement. However, with each method, small particles of mist remain in the stream after the initial separation requiring additional separation. To address that issue and provide more effective extraction, Fabco’s vane mist extractors feature parallel assembly vanes to make flow less turbulent and permit liquid drainage. We specialize in demisters for a variety of pressure vessel internals, as well as standard hook-type vanes and hookless plate pack assemblies.
Uses for our vane mist extractors include:
- Oil and gas process equipment – Mist extraction to remove particulate and separate out the different components in the incoming crude gas stream.
- Petrochemical, chemical, and industrial processing operations – Scrubbing waste streams to remove particulate and recover recyclable products from the stream, ensuring that the stream released is purified.
- Combustible gas and waste incineration – Scrubbing waste streams to remove dangerous (combustible) gases and remove pollutants prior to release of the stream.
Call today to see how a Fabco vane mist extractor can solve your gas-liquid separation challenge.
Specifications

Industries Served
Oil Industry
Gas Industry
Petrochemical Industry
Environmental Industries

Functions
The primary function of a separator is to separate the inlet components as completely as the operating conditions allow. A major factor in separator internal design is the method used to “scrub” the gas. Three principals are used in gas-liquid separation gravity, centrifugal force and impingement. Gravity separation is used in all separators, and is frequently used in combination with centrifugal force and/or impingement.

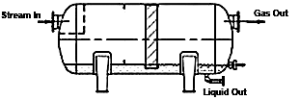
In the simplest form, a horizontal separator operates on this principle. The inlet steam is directed through or against some device to break the inlet jet and distribute the flow across the vessel. Most of the liquid will fall into the liquid section in the bottom half of the vessel in less than a vessel diameter of horizontal gas travel.
There will be small particles of mist that will stay suspended longer and those below 10×10-6 (10 microns) may not be caught at all, since small particles settle slowly. They can be separated better if:
The flow is made less turbulent.
The length of fall required before touching and wetting a surface is short.
These can be accomplished by using parallel PLATE ASSEMBLY VANES sloped to permit liquid drainage, as showing in figure 1. If the flow were laminar (Reynolds number below 2000) the velocity of setting would be determined by Stokes Law:

Where:
Vt = Terminal Particle Velocity, ft/sec
g = Gravity acceleration 32.2 ft/sec squared
Dp = Diameter of Particle, ft.
ρl = Diameter of particle, ft.
ρg = Density of gas, #ft cubed (Actual)
|u = Viscosity, #/ft sec
Gas flow in separators is seldom laminar due to the very low viscosity of gas, so Stokes Law does not apply directly. An empirical equation based on Stokes is used and assumes all particles down to an acceptable size are separated.

V = Allowable gas velocity through separator, ft/sec
k = Empirical constant
The velocity is easily calculated. It is the actual volume of gas flowing in ft3/sec (not standard ft3/sec) divided by the cross-sectional vessel area devoted to gas, sq. ft.
The “K” value is empirically determined and is approximately:
0.16 x (sep. length, ft) 1/2 – Horizontal separators to 20′ long with parallel plate vanes
0.35 – Vertical separators
0.35 – Wire mesh in vertical separators or columns
With this formula and the “K” values, it is possible to size vertical and horizontal separators to separate bulk liquid and mist particles from gas.
However, if the steam is cooling it may be loaded with a fog of very tiny particles which do not settle with gravity. These particles of liquid will wet any solid surface they strike. Placing a large surface area in the flow path in such a way that the chances of a collision with a particle is almost certain as a means of fog removal. This large area could be, in its most common form, a pad of wire mesh, 4 to 8 inches thick. One commonly used knitted and crimped mesh has a density of 9lb/ft3, consisting of stainless steel x .011″ O.D. wires of stainless steel, and 85 sq. ft. wire surface area cu. ft.
Mesh will coalesce virtually all of the 10 micron particles, and larger, and perhaps half of the 3 micron particles. Mesh also collects paraffin, hydrates or solid particles, if present, resulting in eventual plugging of the mesh. For this reason mesh is used more often in clean gas streams, such as in the top of a glycol-gas contact column. The collection efficiency of mesh is calculable by a method described in a paper by B.J. Warner and Frank Scauzillo of Mobile and published in the 1963 Proceedings of the Gas Conditioning Conference of the University of Oklahoma.
The impingement technique can be used with much less plugging possibility by using a pack of closely spaced vertical plate assembly vanes shown in previous figure 1. This configuration creates many flow direction changes causing centrifugal force to drive the stream to the outside of each turn while creating a drain path on the inside of each turn. An 8″ section of plate assembly vanes has a particle removal capability similar to mesh, and has far better drainage characteristics, resulting in less plugging
Plate assembly vane mist extractors can be used in several configurations of separators, as shown in figure 2. The horizontal vane bundle has the highest liquid handling capacity because it allows incoming liquid to fall to the bottom ahead of the vanes and allows space for coalesced liquid blown from the trailing edge to fall to the liquid section.
Separator Configurations Using Plate Assembly Vanes
Configuration “A”
Horizontal Separator Longitudal Flow K=0.65
The attached figure 3 shows capacities for horizontal plate assembly vanes and will essentially remove 99% of 10 micron and larger particles.
The centrifugal force technique is usually used in vertical separators. Gravity separation alone in a vertical separator is inherently inefficient because the liquid particles must fall downward counter-current to the rising gas stream, where in horizontal flow the particle falls across the gas flow.
These vertical separators have a high gas capacity but do not handle liquid well above approximately 20 BBLS/MMSCF. The pressure drop is relatively high and the economic advantage over a horizontal plate assembly vane separator is questionable.
Configuration “B”
Vertical Horizontal Flow Separator 20″ Approximate Min I.D. K=0.45

Configuration “C”
Horizontal Cross Flow Separator 24″ Approximate m in I.D. K=0.45

Operating Pressure vs Gas Capacity for Horizontal Model Separator
(Plate Assembly Vanes)
Gas 50% Diameter of Vessel
Gas Sp. Gr. = 0.65: Op. Temp. = 100 deg. F.
